全國服務熱線:4001803889
聯系郵箱:1530930357@qq.com
摘 要:基于三維CNC齒輪測量中心平臺,通過分析偏心軸的結構特點及工作原理,制定了以解決偏心軸工件的軸線找正、漸開線花鍵基準相位的確定、兩偏心圓圓心的測量為重點的測量方案,開發了偏心軸檢測軟件,解決了偏心軸加工精度的檢測問題,實現了對偏心軸的檢測。
關鍵詞:軸線找正;基準相位;兩偏心圓圓心測量;精度檢測
隨著科學技術的進步,傳統制造業正逐步向智能制造邁進,而智能制造最顯著的特點就是工業機器人的普遍應用,它的加工質量和加工水平在很大程度上反映了一個國家的工業發展水平。RV(Rotate Vector)減速器是工業機器人關節系統中的高精密減速傳動裝置,其核心部件采用偏心軸零件,不僅要求體積小,而且要求加工精度高,因此偏心軸的零件質量和加工效率在工業機器人產業化方面起著關鍵性的作用,對偏心軸零件加工精度的檢測也變得越來越重要。
本文基于哈量集團的L30A型CNC齒輪測量中心平臺,開發出以漸開線花鍵的基準槽為基準的測量解決方案,實現了對偏心軸兩圓心位置的加工精度檢測。
1 實驗設備
(1)檢測儀器
采用哈量集團的L30A型齒輪測量中心為偏心軸零件的檢測儀器,L30A具有三個直線軸和一個回轉主軸,測頭選用雷尼紹數字三維掃描測頭,控制系統選用泰道公司的PMAC卡,可以實現4軸4聯動,實現了空間任意連續光滑曲線的精確差補,具有高效率、高精度和測量平穩等優點。
(2)偏心軸的結構及工作原理
偏心軸是由多段圓柱體布置在兩根偏心軸線上的軸類零件,兩根偏心軸線互相平行,兩根軸線之間偏離了一個偏心距的距離而不重合。偏心軸零件見圖1。

圖1 偏心軸
偏心軸零件在機械傳動中起連接傳動的作用,不僅和普通的軸類零件一樣能夠傳遞自傳,還可以同時傳遞公轉,并將回轉運動轉變為直線往復運動,或將巨大的扭矩轉變為壓力,在保證傳動裝置的各零部件正確安裝的同時,也能夠保證各軸的正常運作。偏心軸零件經常運用于平面連桿機構的三角帶傳動中,或者在車床床頭箱用偏心軸零件來帶動潤滑泵和汽車發動機中的曲軸等。因此,偏心軸零件加工質量的好壞和加工精度的高低,對整個精密傳動裝置的工作精度、裝配精度和使用壽命等各方面均會產生影響,所以對偏心軸零件加工精度的檢測也就變得越來越緊迫。
偏心軸零件對于漸開線花鍵和偏心位置的相位關系要求非常嚴格,如果使用加工中心一次裝卡來完成所有加工,能夠很好地保證他們之間的相位關系,但偏心軸的兩個偏心圓柱的加工精度就會比較低,不能完全滿足精度要求,所以,目前普遍采用兩次加工來實現,利用隨動磨床加工偏心軸,磨齒機加工漸開線花鍵,兩者的精度都能滿足要求,但是由于兩次加工存在二次裝卡的問題,而偏心軸的偏心圓柱和漸開線花鍵之間的相位關系就不容易控制,且目前還沒有檢測軟件能夠直接以漸開線花鍵的基準相位來檢測偏心軸的兩個偏心圓柱的相對位置坐標,因此,偏心軸檢測技術的缺乏制約了偏心軸精度的提升。
2 偏心軸檢測的解決方案
隨著智能制造的來臨,根據偏心軸工件的結構特點及工作原理,其檢測的研究重點主要在解決工件的軸線找正、漸開線花鍵基準相位的確定、偏心軸兩偏心圓圓心的測量三個方面。
(1)工件的軸向找正
因為偏心軸工件測量時的裝卡偏心對工件的快速裝卡和測量結果都會帶來影響,所以偏心軸檢測首先要解決的難點即工件的軸線找正問題。本文利用三坐標測量技術通過三維掃描測頭測量偏心軸的端面圓及徑向圓的兩端跳動,從而計算出偏心軸的軸線位置,不僅滿足了工件快速裝卡的要求,而且通過測頭位置和測量數據的雙重修正,最大程度地消除了裝卡偏心對其測量結果的影響,檢測效率和檢測精度都有了進一步的提高。
圖2為偏心軸檢測軟件的軸線找正參數設置界面,可根據工件的具體情況設置不校準、1次端面跳動檢測、1次徑向跳動檢測、1次徑向/1次端面跳動檢測、2次徑向跳動檢測、1次端面/2次徑向跳動檢測等6種基準校正方式來滿足校準的不同需求。
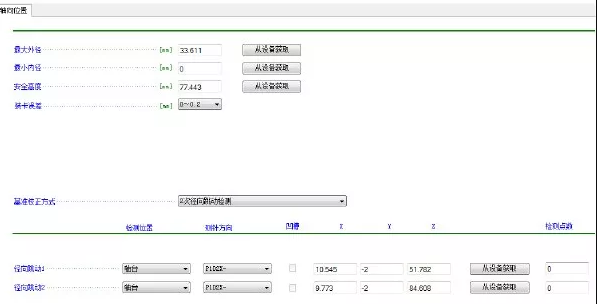
圖2 偏心軸檢測軟件軸線找正參數設置
(2)漸開線花鍵基準相位的確定
漸開線花鍵基準相位法是通過利用三坐標測量技術對偏心軸工件進行軸線定位的方法。通過三維掃描測頭的測球與漸開線花鍵的兩側同時進行接觸,由下向上掃描漸開線花鍵的基準鍵槽,擬合出漸開線花鍵基準鍵槽的空間直線方程,從而還原出漸開線花鍵的相位基準。
(3)偏心軸兩偏心圓圓心的測量
偏心軸的兩偏心圓的圓心測量是以X軸為基準相位重新建立坐標系,在此坐標系下,通過聯動跟蹤掃描技術測量偏心軸的兩個偏心圓,實現了按照形位公差的要求進行全自動測量,完成了偏心軸兩個圓心的相對圓心坐標、圓度誤差、最大點和最小點的標記等計算,滿足了用戶對偏心軸精度控制的檢測要求。
3 檢測軟件的開發及測量結果
偏心軸檢測軟件使用VS2015作為開發平臺,采用VB.NET作為開發語言開發完成,該軟件功能豐富,設計人性化。圖3為偏心軸檢測軟件的基本參數設置界面。圖4為偏心軸檢測軟件檢測偏心軸的測量結果顯示,計算出了偏心軸兩偏心圓圓心在漸開線花鍵基準坐標系下的坐標Circle 1和Circle 2。

圖3 偏心軸檢測軟件基本參數設置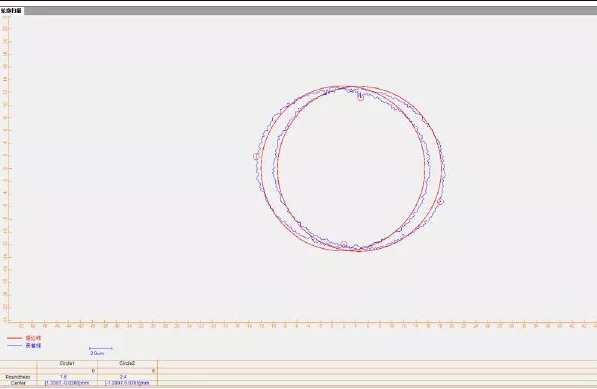
圖4 偏心軸的測量結果
小結
由于偏心軸的圓心位置測量是相對于漸開線花鍵的基準齒,因此,三坐標測量機、圓度儀和基于一維測頭的CNC齒輪測量中心都無法實現對偏心軸零件圓心位置的檢測,本文利用CNC齒輪測量中心的四坐標系統和三維測頭技術實現了對偏心軸零件的檢測,很好地解決了偏心軸零件加工精度的檢測問題。
 銷售客服
銷售客服